HGTECH 武汉华工激光工程责任有限公司 privacy policy
Copyright HGLaser Engineering Co,.Ltd. All Rights Reserver.
The automobile industry is a production-oriented industry that requires a lot of processing and testing. It is also one of the industries where laser technology is most widely used. Safety, comfort, energy saving and environmental protection have always been the themes of the development of the world's automobile industry. Laser technology is an important part of modern automobile production. It is one of the main processing methods, and its development is mainly carried out around this theme and combined with the own characteristics of this profession. Due to the superiority, high efficiency, and good flexibility of the laser welding process, as the concept of automobile lightweight and safety performance is increasingly enhanced, laser cutting and laser welding processes are especially valued and widely used in the automotive industry.
When the power density of the laser beam is less than 10 W/cm², upon laser irradiation of the material's surface, a portion of the laser is reflected while another portion is absorbed by the material. The laser heats the metal surface to a temperature between its melting and boiling points. The absorbed laser energy is converted into heat, causing the material's surface layer to melt. The heat is then conducted deeper into the material, expanding the molten area. After solidification, the two welded pieces are fused together, forming a weld bead with a semi-spherical profile. Its characteristics include a low laser beam power density, significant laser reflection from the metal surface, low absorption of light, shallow welding depth, and slower welding speed. This method is primarily used for welding thin (thickness <1mm) and small workpieces.
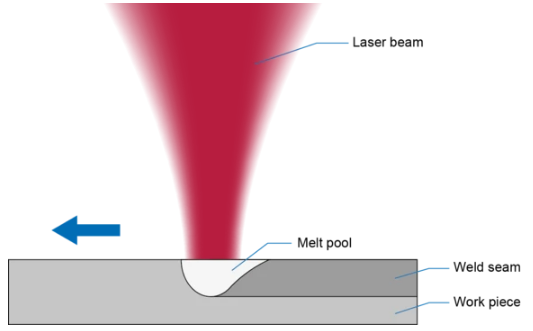
When a laser beam with a sufficiently high power density (>10 W/cm²) is directed onto the material's surface, the metal is rapidly heated under the laser's irradiation. Within an extremely short time, the surface temperature of the metal rises to its boiling point, causing the material to be heated and melted to the point of vaporization. This process generates a significant amount of metal vapor. Due to the reactive force created when the vapor escapes from the surface, the molten metal is displaced outward, causing the molten metal pool's surface to sink downward, forming a depression under the laser spot. As the laser continues to irradiate, the depression deepens, creating elongated cavities within the liquid metal. After the laser irradiation, the molten metal around the depression flows back and finally cools and solidifies behind the small hole, resulting in the formation of a weld seam. High-power laser keyhole welding is characterized by the presence of a keyhole effect: a tilted ablation front forms in front of the keyhole, and there are pressure and temperature gradients around the keyhole.

These two welding mechanisms are selected based on the material properties and welding requirements, and different welding mechanisms are achieved by adjusting the laser welding process parameters. The fundamental difference between these two methods lies in the fact that in the former, the molten pool surface remains closed, while in the latter, the molten pool is penetrated by the laser beam. Conduction welding is less sensitive to system disturbances because the laser beam radiation does not penetrate the material being welded, making it less susceptible to gas infiltration during the welding process. On the other hand, in keyhole welding, the intermittent closure of the keyhole can lead to the formation of gas pores.
Conduction welding and keyhole welding can also transition from one to the other within the same welding process, depending on the peak laser energy density applied to the workpiece and the duration of the laser pulse. The time-dependent nature of laser pulse energy density allows laser welding to transition from one welding mode to another during the interaction between the laser and the material. This means that during the interaction process, the weld seam can initially form in a conduction mode and then transition to a keyhole mode.
About HGTECH
HGTECH is the pioneer and leader of laser industrial application in China, and the authoritative provider of global laser processing solutions. We comprehensively layout the construction of laser intelligent equipment, measurement and automation production lines, and smart factories to provide an overall solution for intelligent manufacturing.
We deeply grasp the development trend of manufacturing industry, constantly enrich products and solutions, adhere to exploring the integration of automation, informatization, intelligence and manufacturing industry, and provide various industries with laser cutting systems, laser welding systems, laser marking series, laser texturing complete equipment, laser heat treatment systems, laser drilling machines, lasers and various supporting devices The overall plan for the construction of special laser processing equipment and plasma cutting equipment, as well as automatic production lines and smart factories.

